Différentes Parties de la Machine
L'ordinateur

La Technodrill 2 de CIF est équipée d'un ordinateur sous Windows qui contient les logiciels Galaad et Percival. Cet ordinateur se trouve à gauche de la fraiseuse numérique.
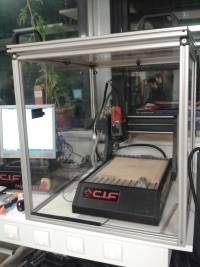
La Cage



La cage en plexiglass entoure la totalité des composantes de la CIF (sauf l'aspirateur). Ouvrez la cage en glissant la porte sur la cage.
Attention : toujours fermer la cage avant de démarer un usinage !
Support en Bois

Quand vous ouvrez la cage, vous voyez une plaque en bois sur une plaque en plexiglas tout en bas. C'est ce que l'on apelle le plateau martyr, il est là pour créer un support sur lequel on va pouvoir fraiser. Il a été surfacé de manière a être parfaitement parallèle au plan X/Y de la machine. Ce surfaçage a crée au fond un rebord parallèle à l'axe X de la machine, on s'en servira pour placer le PCB ou la pièce bien parallèle à l'axe X.
La Fraiseuse
Au milieu de la cage vous allez remarquer la fraiseuse. On doit placer la fraise et faire certains réglages sur cette fraiseuse.
Vous allez remarquer en haut de cette fraiseuse un potentiomètre. Ceci définit la vitesse de rotation de la machine, entre 10000 et 29000 tours/minutes.
La vitesse de rotation dépend du matériau et de l'outil utilisé (voir plus bas).

Par contre, placer la fraise est un peu plus complexe. Dans la page suivante vous allez voir comment le mettre.


Camera

La caméra est utile pour bien définir la position de la fraise depuis l'ordinateur sur l'axe X, Y. La bague supérieure permet d'ajuster le zoom, la bague inférieure permet de faire la mise au point.
LED (optionnel)

La LED permet d'un éclairage dans la cage pour pouvoir pointer l'outil facilement.
L'Aspirateur

La gravure ou l'usinage provoquent des copeaux et poussières, qui peuvent perturber la suite des opérations (et s'aglomérant autour des outils), voir endomager la machine si elles s'accumulent sur les vis sans fin et les glissières. L'aspirateur (en positionant bien la buse d'aspiration) permet d'aspirer le plus gros des poussières et copeaux pendant l'usinage. Ce n'est pas indispensable pendant une gravude de PCB mais cela l'est pour usiner du bois ou du plastique.
Toujours bien nettoyer la machine avec aspirateur et brosse après utilisation
Les outils


Il faut des outils avec une tige (ou queue) de 3,15mm (1/4 de pouce) de diamètre. Pour les PCB prendre des outils au carbure de tungstène; les outils au titane (aspect jaune) ne sont pas assez durs.
Les paramètres d'usinage dépendent de chaque outil et du matériau à usiner. Ils sont:
- vitesse de rotation: avec le diamètre de l'outil elle défini la vitesse de coupe (la vitesse linéaire de la dent au bord de l'outil). Plus elle est élevée plus on poura usiner vite, mais plus cela chauffe (et cela peut faire fondre le matériaux).
- vitesse d'avance: avec la vitesse de rotation, elle défini la quantité de matìère à enlever par dent et par tour. Dans les matériaux tendre il faut une vitesse d'avance suffisante pour produire un vrai copeau. Dans les matériaux durs, il ne faut pas aller trop vite pour ne pas casser l'outil.
- profondeur de passe: quantité de matière que l'outil va enlever lors d'un passage. Une profondeur de passe risque de casser l'outil ou le matériau à usiner (contraintes trop fortes); ou de faire fondre le matériau.
Voici quelque exemple d'outils et leur paramètres
- fraise conique 30° 0,1mm (gravure): https://www.amazon.fr/gp/product/B00EQ1XMSQ/
- PCB: rotation 29000 trs/mn (broche sur 6), avance 10mm/s, profondeur de passe 0,03mm
- fraise cylindrique 1,5mm (gros hachurage, détourage): https://www.amazon.fr/gp/product/B00REGXWQ2/
- PCB: rotation 29000 trs/mn (broche sur 6), avance 5mm/s, profondeur de passe 0,5mm
- bois, plastique tendre (ABS, plexi): rotation 12000 trs/mn (broche sur 2), avance 20mm/s, profondeur de passe 0,5mm à 1mm
- plastique dur (polycarbonate): rotation 12000 trs/mn (broche sur 2), avance 20mm/s, profondeur de passe 0,5mm
- fraise cylindrique 0,8mm (hachurage, détourage précis): https://www.amazon.fr/gp/product/B00REGY2CA/
- PCB: rotation 29000 trs/mn (broche sur 6), avance 5mm/s, profondeur de passe 0,5mm
- jeu de forets (perçage) de 0,1 à 1,2mm (pour les PCB il n'y a pas besoin de moins de 0,5mm): https://www.amazon.fr/gp/product/B01NCIZ2VP/
- PCB: rotation 29000 trs/mn (broche sur 6), avance 5mm/s (en vertical !)
- fraise 1 dent Ø3.17 spécial alu: https://www.cncfraises.fr/187-carbures-1-dent-aluminium
- Aluminium 6060: 12000 trs/mn (broche sur 2), avance 2mm/s, profondeur de passe 0,2mm, vitesse de plongée 10%.
On peut se passer des forets, en utilisant les fraises cylindrique pour usiner les trous. Mais utiliser un foret va plus vite et est plus économique.
Attachments (13)
- 20141211_192105_3.jpg (10.9 KB ) - added by 8 years ago.
- 20141211_192256.jpg (11.3 KB ) - added by 8 years ago.
- 20141211_192303.jpg (10.3 KB ) - added by 8 years ago.
- 20141211_192314.jpg (7.3 KB ) - added by 8 years ago.
- 20141211_192340.jpg (8.4 KB ) - added by 8 years ago.
- 20141211_192351.jpg (9.8 KB ) - added by 8 years ago.
- 20141211_192405.jpg (9.4 KB ) - added by 8 years ago.
- 20141211_192416.jpg (6.8 KB ) - added by 8 years ago.
- 20141211_192458.jpg (7.2 KB ) - added by 8 years ago.
- 20141211_192515.jpg (8.0 KB ) - added by 8 years ago.
- 20141211_192650.jpg (11.0 KB ) - added by 8 years ago.
- 20141211_193744.jpg (3.1 KB ) - added by 8 years ago.
- 20141211_193812.jpg (3.6 KB ) - added by 8 years ago.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Download all attachments as: .zip